A
solenoid valve is an electromechanical device that
is used to control the flow of fluid or liquid in a system. It consists of a
coil of wire wound around a magnetic core, which creates a magnetic field when
an electric current is passed through it. This magnetic field causes a plunger
or armature to move, opening or closing the valve to allow or block the flow of
fluid.
Solenoid
valves are commonly used in a wide range of applications, including industrial
automation, processing, water treatment, HVAC systems, medical equipment and irrigation
systems etc. They are preferred for their fast response time, reliability, and
ability to be easily controlled remotely.
solenoid
valves are an essential component in fluid control systems, providing precise
and efficient control of liquid flow.
Proportional Valve,2 Way Solenoid Valve,Directional Valve,Air Valve NINGBO AIHUA AUTOMATIC INDUSTRY CO.,LTD , https://www.iwapneumatic.com
LV-FP-50B Foam Cement Mixer Pump Machine
Key Features:
1. The distribution valve uses an advanced gravity ball valve with excellent sealing and a simple, reliable structure.
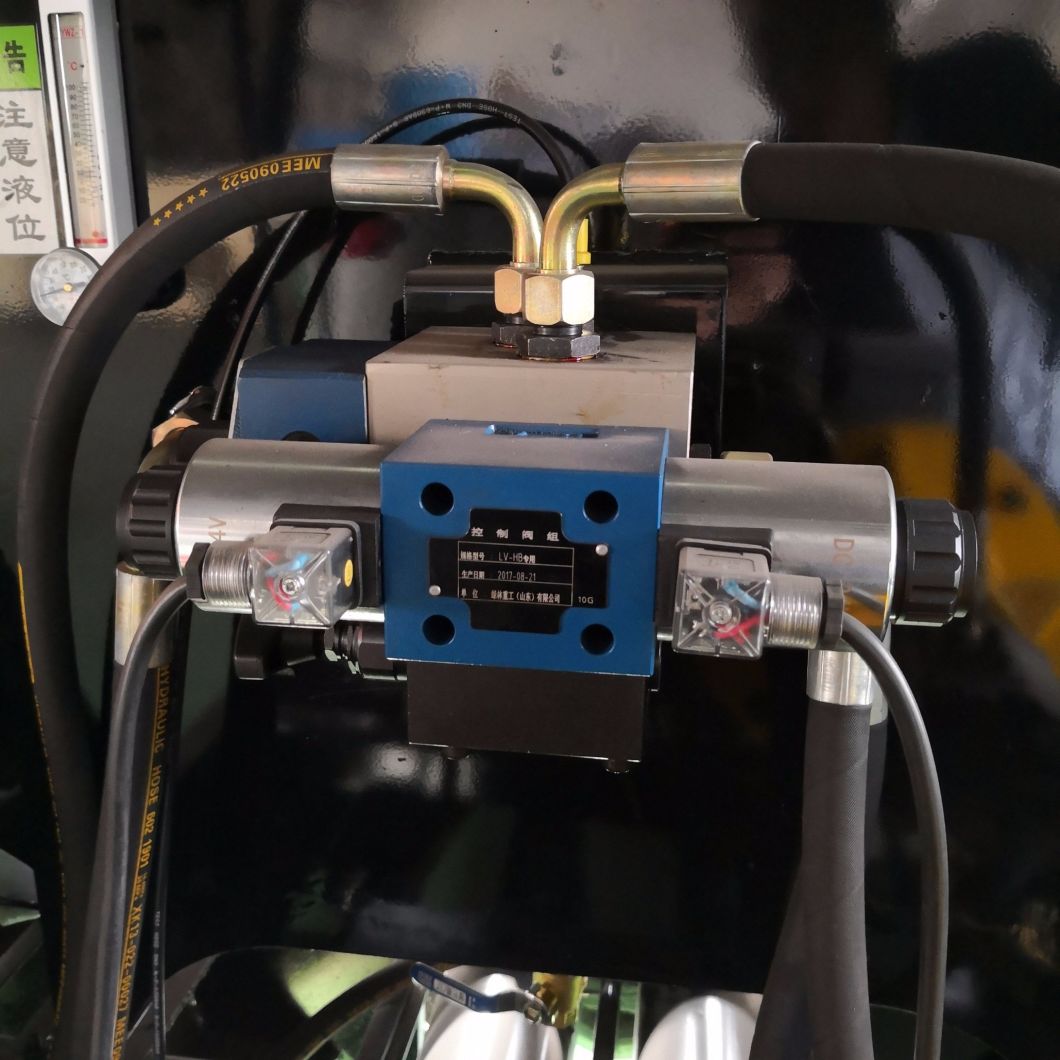
2. The hydraulic system features electronic control commutation and well-known gear pump brands for increased reliability and longer life.
3. The electrical system incorporates international brands like Omron (Japan) and Schneider Electric (France), achieving IP65 protection rating.
4. A wired remote control mode ensures stable signal transmission and reliable operation with a simplified control circuit.
5. The pumping system includes dual-piston variable speed adjustment to accommodate different foam concrete densities based on construction needs.
6. The foaming system utilizes a domestic brand transducer control power system combined with internationally popular physical foaming technology, allowing automatic ratio control, non-toxic and pollution-free operation, high foaming efficiency, and stable foam quality with stepless speed regulation.
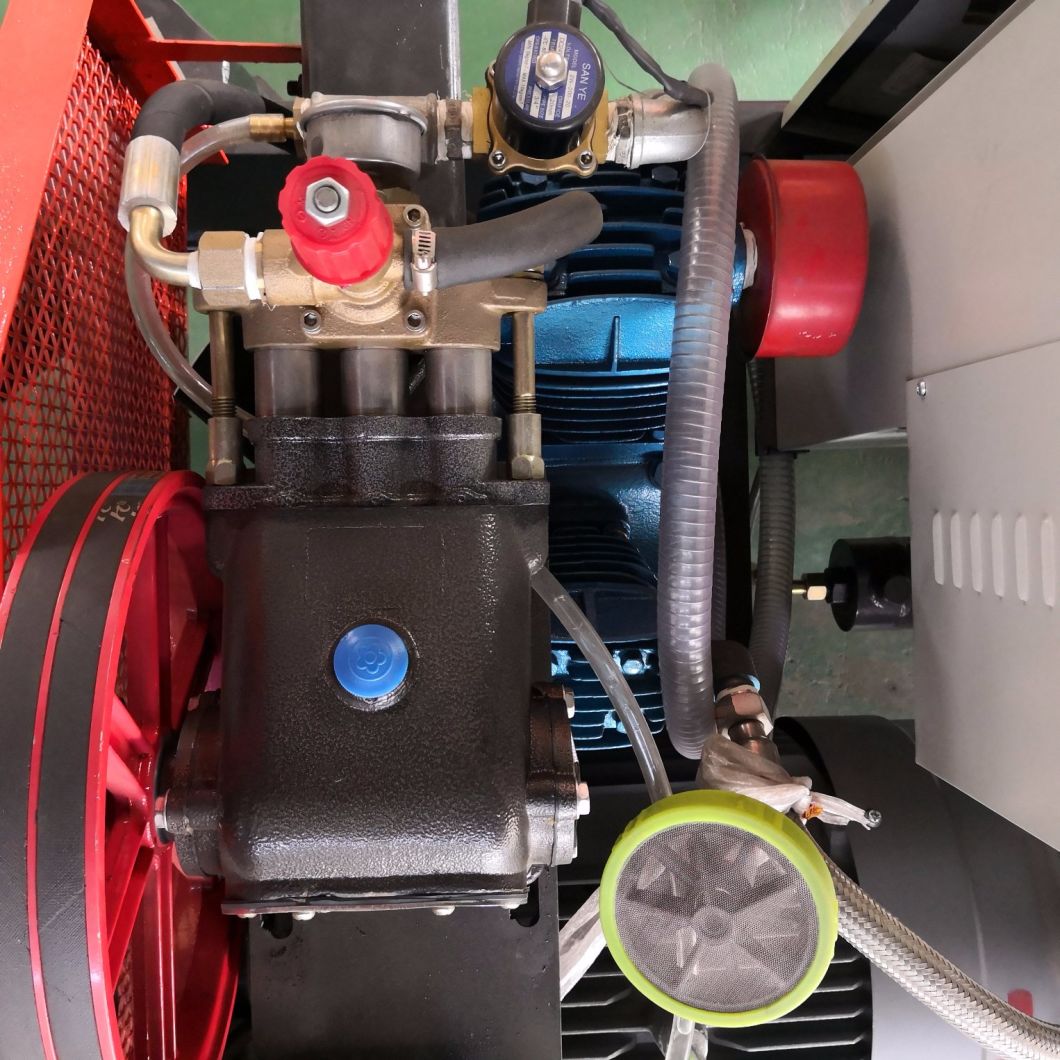
7. The foaming system integrates air compressors from Danish Espresso (European Technology), offering stable performance, high outlet pressure, adaptability to harsh environments, good self-lubrication, and long service life. It allows bidirectional adjustment of foam concrete density to meet various construction requirements.
Detailed Photos:
Intelligent Control System
Electric Motor System

Hydraulic System
Transportation System

Working Parameters:
LV-FP-50B Foam Cement Mixer Pump Machine
Total Weight
2100 kg
Overall Dimensions
3500 x 1560 x 1600 mm
Theoretical Transportation Volume
37-45 m³/h
Max. Horizontal Transport Distance
220 m
Max. Vertical Transport Height
800 m
Electric Motor Power
35 kW
Foaming Power
7.5 kW
Max. Foaming Production Volume
18 m³/h
Output Pressure
4-4.2 MPa
Control Mode
Remote Control & Panel Operation
Loading Material Method
Belt or Screw Transmission
Our Service: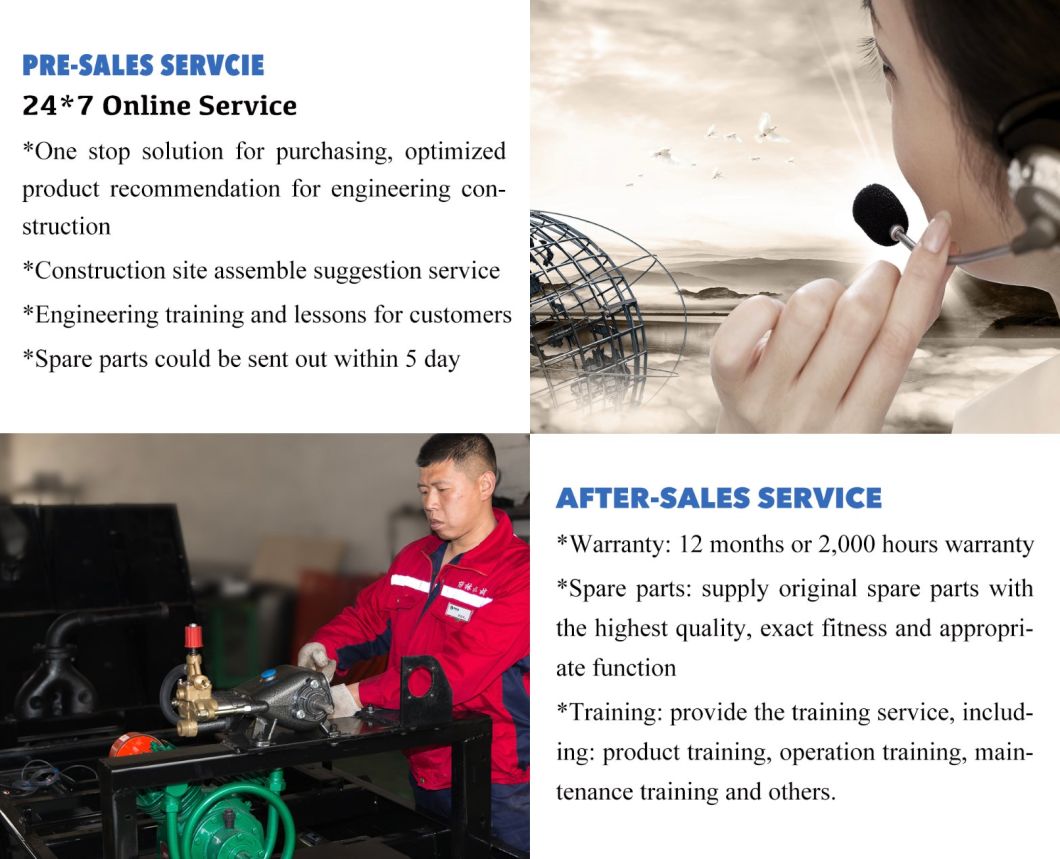
Foaming Cement Mixer Pump Machine
Model NO.: LV-FP-50B
Certification: ISO9001: 2000
Condition: New
Color: Green
Total Weight: 2100kg
Theoretical Transportation Volume: 37-45 m³/h
Max. Foaming Producing Volume: 18 m³/h
Max. Horizontal Transport Distance: 220m
Max. Vertical Transport Height: 800m
Electric Motor Power: 35kw
Foaming Power: 7.5kw
Output Pressure: 4-4.2MPa
Control Mode: Remote Control & Panel Operation
Loading Material Method: Belt Transmission / Screw Transmission
Trademark: Lvlin
Transport Package: Container, Moisture-Proof Packing
Specification: 3500X1560X1600 mm
Origin: China
HS Code: 84134000
Mechanized Construction Expert
The LV-FP-50B Foam Cement Mixer Pump Machine is a motor-driven high-pressure ball valve system designed for the production and transportation of foam concrete over long distances and at high elevations. It features a reliable system, making it ideal for high-rise construction projects that require high pressure, low failure rates, and easy maintenance. This machine is the perfect solution for foam concrete production and delivery.